关于我们
河北泊头市益弘铸造机械有限公司是国内从事自动造型设备研发生产的厂家。公司拥有多年的铸造生产模型制造机械设备生产的实践经验,依靠自身强大的研发团队,完备的加工能力,不断开创,目前已经成为自动造型领域的龙头企业。
查看详细>>



 粘土砂造型设备_铸造造型机_**自动造型机_益弘铸造
粘土砂造型设备_铸造造型机_**自动造型机_益弘铸造
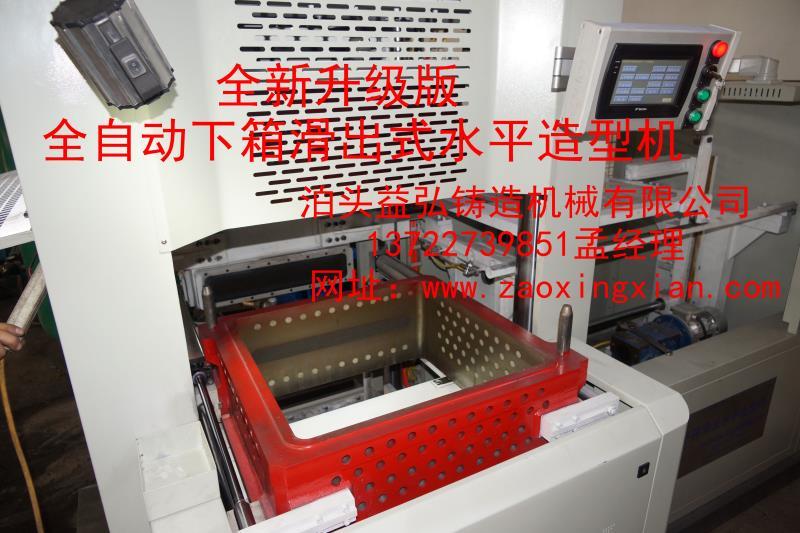
●下箱在下芯工位自动滑出,下砂型**开放于操作者视野中,适合型芯复杂的工件放置砂芯、检查清理砂型。 ●上下砂型同时液压对等压力紧实,紧实效果更好,更加节能,机器运转更稳定。 ●造型效率更高,**高造型速度每小时可达110型以上。 ●铸造厂原有的双面模板
 益弘机械 双工位造型机_速度快占地少_**自动造型线
益弘机械 双工位造型机_速度快占地少_**自动造型线
1.该**自动三工位垂直无箱造型机采用三工位垂直分型结构。穿梭式砂箱,气流垂直射砂,液压驱动。整机结构简单,易于维护,功耗小,可以实现连续高速造型。 2.两块单面模板同时压实,型腔可以快速无级调整。 3.双轨道交替推出砂型,可以任意一条轨道单独工作。
 造型机厂家 **自动无箱造型机厂家 益弘造型机厂家
造型机厂家 **自动无箱造型机厂家 益弘造型机厂家
现代已出现一些低噪声、低粉尘、低能耗、造型精度高的造型机,如真空造型机、静压造型机、气体冲击造型机等。
 无箱造型机 益弘 造型机厂家 **自动无箱造型机报价
无箱造型机 益弘 造型机厂家 **自动无箱造型机报价
造型机是造型流水线上的主要设备,而造型机在使用一段时间之后往往会出现摆动迟钝、缓慢的现象,这些情况都会影响到造型设备的工作效率。这时候就需要对造型机进行诊断,分析出造成此情况的原因出在哪里,对其及时作出处理才能够**造型机的恢复工作。
 铸造造型机厂家 益弘机械 造型机 **自动水平造型机
铸造造型机厂家 益弘机械 造型机 **自动水平造型机
壳芯机是一种铸造机械中**使用的造型设备。壳芯机能满足各种壳芯砂生产需要,具有工艺参数可调,模温自动控制的特点。分为单步操作壳芯机、自动操作壳芯机等。
 **自动壳芯机 铸造造型机 覆膜砂射芯机
**自动壳芯机 铸造造型机 覆膜砂射芯机
造型机往往在使用一段时间后,压头会出现摆动迟钝、缓慢,影响工作效率。这时只有经过仔细的对造型机诊断,分析出造成此异常情况的缘由,对其及时做出正确的处理才能**造型机恢复正常。
 造型机厂家 造型机设备 益弘机械现货供应 设备齐**
造型机厂家 造型机设备 益弘机械现货供应 设备齐**
河北泊头市益弘铸造机械有限公司是国内从事自动造型设备研发生产的厂家。公司拥有多年的铸造生产、模型制造、机械设备生产的实践经验,依靠自身强大的研发团队,完备的加工能力,不断开创,目前已经成为自动造型领域的龙头企业。
 益弘机械厂家直销 震压式脱箱铸造机械设备 可定制
益弘机械厂家直销 震压式脱箱铸造机械设备 可定制
KT-1型造型机是我司学习引进日本及**技术并结合用户实际需求而设计 的。该系列的造型机是小铸件脱箱造型用的**普遍造型设备。以压缩空气,为动 力下型采用震实,上型采用压实,可获得硬度均匀的上下铸型,起模时由震动器
 河北益弘机械生产造型机 **自动造型机 水平造型机
河北益弘机械生产造型机 **自动造型机 水平造型机
河北泊头市益弘铸造机械有限公司是国内从事自动造型设备研发生产的厂家。公司拥有多年的铸造生产、模型制造、机械设备生产的实践经验,依靠自身强大的研发团队,完备的加工能力,不断开创,目前已经成为自动造型领域的龙头企业。
 河北益弘机械生产 造型机 水平造型机 欢迎订购
河北益弘机械生产 造型机 水平造型机 欢迎订购
使用喷灯时应注意安**,防止火灾发生,使用行灯必须是36V以下低压灯泡,禁用220V以上高压灯泡。 造型机使用行车时应先检查吊具是否良好,起吊时应将钩子扎牢链条拉直,不准斜吊和超负荷起吊。
 益弘机械生产水平造型机 水平造型机厂家 型号齐**
益弘机械生产水平造型机 水平造型机厂家 型号齐**
造型机合箱完工后,应按工艺规定,将模子吊搬到制定的浇注点(线)。摆放整齐,并加以压铁或卡子锁箱。杂件必须注明记号。 造型机砂箱不准堆放太高,一般不得超过两米,所用工具必须堆放整齐,防止发生事故。
 益弘机械 **自动水平造型机 造型机厂家 型号齐**
益弘机械 **自动水平造型机 造型机厂家 型号齐**
遵守造型机和制芯机通用操作规程。 造型机起模时,顶杆必须平稳而又同步上或,否则,通知维修人员修理。